
|
|
Please use this identifier to cite or link to this item:
https://repositorio.utn.edu.ec/handle/123456789/14417Full metadata record
| DC Field | Value | Language |
|---|---|---|
| dc.contributor.advisor | Hernández Rueda, Erik Paul | - |
| dc.contributor.author | Espín Polanco, Percybal Sebastián | - |
| dc.date.accessioned | 2023-07-04T19:49:22Z | - |
| dc.date.available | 2023-07-04T19:49:22Z | - |
| dc.date.created | 2023-06-14 | - |
| dc.date.issued | 2023-07-04 | - |
| dc.identifier.other | 04/MAUT/ 245 | es_EC |
| dc.identifier.uri | http://repositorio.utn.edu.ec/handle/123456789/14417 | - |
| dc.description | Realizar estudio comparativo de procesos de soldadura aplicado al campo automotriz. | es_EC |
| dc.description.abstract | El presente trabajo de titulación tuvo como objetivo principal realizar un estudio y hacer comparaciones de los diferentes procesos de soldadura que se aplican en la industria, específicamente en el campo automotriz. La investigación realizada abarca una explicación precisa de los procesos de soldadura detallando el tipo máquina y componentes que cada uno tiene, también se explica rápidamente los pasos para realizar o iniciar un proceso de soldadura, damos a conocer los equipos de protección personal que es indispensable para la seguridad del soldador, tiene información de los pasos que se debe dar para realizar pruebas de resistencia mecánica en diferentes materiales en este caso fue en un material de acero estructural A36, las pruebas que se realizó para la comparación de los procesos de soldadura fue con variaciones de amperaje alto, medio y el amperaje correcto para el espesor del material, los procesos utilizados fueron SMAW, MAG y TIG ya que estos son los procesos más comunes en la industria, de manera visual sacamos conclusiones sobre el comportamiento de cada proceso aplicado a las chapas metálicas en diferentes amperajes de soldadura. Para un estudio comparativo más profundo utilizaremos el proceso de soldadura GMAW ( MIG/MAG) , aquí se abarco mediante normas que estipula la AWS D 1.1, la posición de soldadura, la más conveniente para el espesor del material fue la 3G vertical descendente, esta posición permite un cordón uniforme y bien distribuido en una placa con una unión a tope, el dimensionamiento de probetas se explica en un croquis en el cual se transporta a la placa para proceder al corte y dimensionamientos de cada probeta para las pruebas que se realizaron en el LABORATORIO DE ANÁLISIS DE ESFUERZOS Y VIBRACIONES DE LA UNIVERSIDAD POLITECNICA NACIONAL. La variación de amperaje afecta directamente en el tipo de cordón que se realiza siendo así que con un amperaje bajo la penetración de soldadura es poca presenta chisporroteo y mal acabado, con un amperaje alto existe exceso de penetración fundiendo al material base presentando un cordón de bajo relieve y con un amperaje adecuado el cordón es uniforme con una buena penetración y excelente acabado. | es_EC |
| dc.language.iso | spa | es_EC |
| dc.rights | openAccess | es_EC |
| dc.rights | Atribución-NoComercial-CompartirIgual 3.0 Ecuador | * |
| dc.rights.uri | http://creativecommons.org/licenses/by-nc-sa/3.0/ec/ | * |
| dc.subject | SOLDADURA | es_EC |
| dc.subject | INDUSTRIA AUTOMOTRIZ | es_EC |
| dc.subject | RESISTENCIA DE MATERIALES | es_EC |
| dc.title | Estudio comparativo de procesos de soldadura aplicado al campo automotriz | es_EC |
| dc.type | bachelorThesis | es_EC |
| dc.description.degree | Ingeniería | es_EC |
| dc.contributor.deparment | Mantenimiento Automotriz | es_EC |
| dc.coverage | Ibarra. Ecuador | es_EC |
| dc.identifier.mfn | 0000041458 | es_EC |
| Appears in Collections: | Ing. en Mantenimiento Automotriz | |
Files in This Item:
| File | Description | Size | Format | |
|---|---|---|---|---|
| 04 MAUT 245 LOGO.jpg | Logo | 72.29 kB | JPEG | 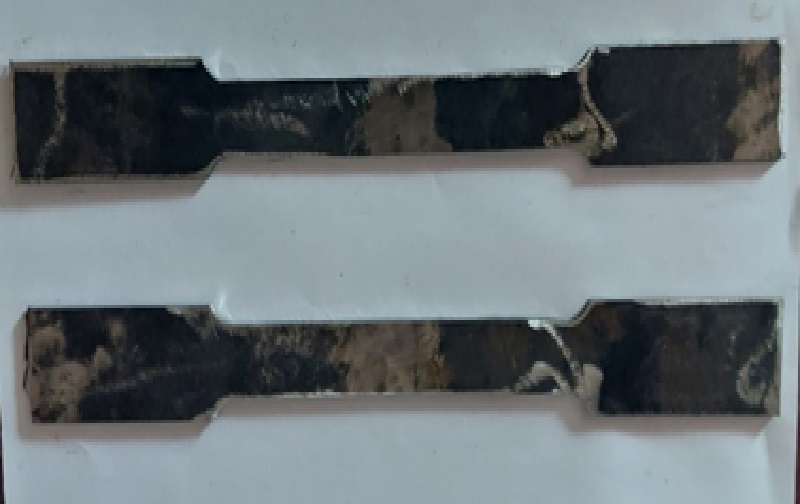 View/Open |
| 04 MAUT 245 TRABAJO DE GRADO.pdf | Trabajo de grado | 3.73 MB | Adobe PDF |  View/Open |
This item is protected by original copyright |
This item is licensed under a Creative Commons License

