
|
|
Please use this identifier to cite or link to this item:
https://repositorio.utn.edu.ec/handle/123456789/4606Full metadata record
| DC Field | Value | Language |
|---|---|---|
| dc.contributor.advisor | Verdezoto Carranco, Gabriela Alexandra | - |
| dc.contributor.author | Tocagón Tocagón, Cristian Geovany | - |
| dc.date.accessioned | 2016-02-04T14:29:36Z | - |
| dc.date.available | 2016-02-04T14:29:36Z | - |
| dc.date.created | 2015-10-26 | - |
| dc.date.issued | 2016-02-04 | - |
| dc.identifier.other | 04/MEC/ 085 | es_EC |
| dc.identifier.uri | http://repositorio.utn.edu.ec/handle/123456789/4606 | - |
| dc.description | Optimizar el proceso de inserción de liner en tapas plásticas de 40 17[mm] tipo rosca, reduciendo tiempo y aumentado la producción de 3000[tapas/hora] a 5000[tapas/hora], cumpliendo con los objetivos propuestos en el diseño de este sistema. | es_EC |
| dc.description.abstract | El presente proyecto consiste en un sistema de enlainado de tapas en forma rápida y precisa según normas técnicas de producción industrial, sin la necesidad de realizarlo manualmente como se lo viene realizando en las pequeñas y medianas industrias plásticas, y consta esencialmente de tres subsistemas. El sistema de control está diseñado para enlainar tapas plásticas tipo rosca de 40×17 [mm]. Subsistema de alimentación de tapas, que es tomada de la tolva acomodadora y enviada a través de una pista inclinada hacia la horizontal o mesa de trabajo, este subsistema es independiente de las demás, los subsistemas mencionados a continuación dependen directamente de este. Subsistema de traslación y posición de tapas, consta de dos partes, la primera toma cuatro tapas las cuales previamente fueron acomodadas de forma específica (boca arriba) por la acomodadora de tapas y las traslada hasta la posición de enlainado, en el cual actúa el posicionado de tapas dejando listo para la inserción de liners. El tercer subsistema viene a ser la inserción de liner, la misma que está dotada de elementos de rotación y traslación sincronizados de forma exacta para asegurar el perfecto enlainado de tapas, asegurando así la calidad del producto. La respuesta de cada uno de los subsistemas está controlada por electroválvulas que accionan los cilindros neumáticos para dar inicio y fin del proceso de enlainado de tapas, con parámetros programadas desde el PLC. Con la incorporación de este sistema de control al proceso de enlainado se ha logrado aumentar la producción diaria optimizando tiempo y costos de una empresa plástica. | es_EC |
| dc.language.iso | spa | es_EC |
| dc.rights | openAccess | es_EC |
| dc.subject | MECATRÓNICA | es_EC |
| dc.subject | ENLAINADORA AUTOMÁTICA | es_EC |
| dc.subject | PRODUCCIÓN EN SERIE | es_EC |
| dc.subject | PRODUCCIÓN INDUSTRIAL | es_EC |
| dc.subject | CAYAMBE | es_EC |
| dc.title | Enlainadora automática de tapas plásticas de cuarenta milímetros de diámetro, para procesos de producción en serie | es_EC |
| dc.type | bachelorThesis | es_EC |
| dc.description.degree | Ingeniería | es_EC |
| dc.contributor.deparment | Mecatrónica | es_EC |
| dc.coverage | Cayambe. Ecuador. | es_EC |
| Appears in Collections: | Ing. en Mecatrónica | |
Files in This Item:
| File | Description | Size | Format | |
|---|---|---|---|---|
| 04 MEC 085 TESIS.pdf | Documento Tesis | 6.49 MB | Adobe PDF |  View/Open |
| 04 MEC 085 Informe tecnico.pdf | Informe Técnico | 1.1 MB | Adobe PDF |  View/Open |
| 04 MEC 085 Technical report.pdf | Technical Report | 1.09 MB | Adobe PDF |  View/Open |
| 04 MEC 085 logo.jpg | Logo | 138.63 kB | JPEG | 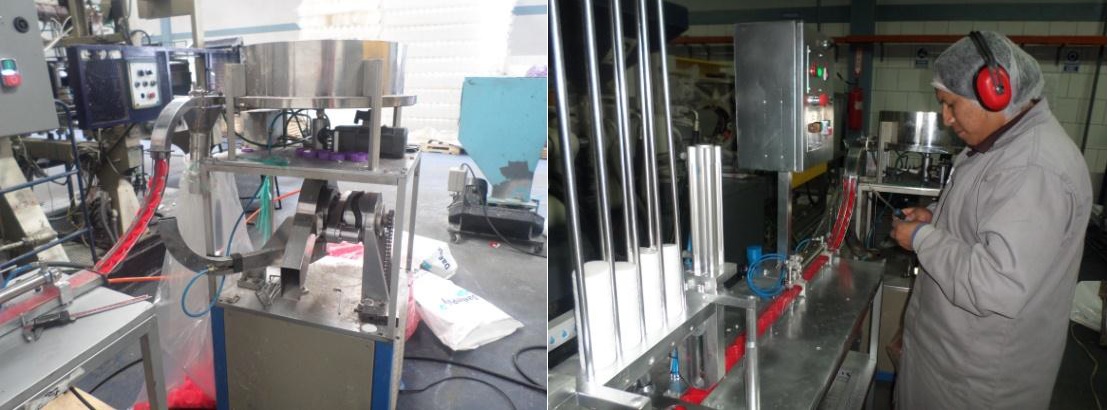 View/Open |
This item is protected by original copyright |
This item is licensed under a Creative Commons License

